数控机床的出现提高了效率及加工精度
来原:admin 发布信息时段:2022-10-20 11:32:48
导读: 数控机床的出现减轻了工人的劳动强度,提高了效率及加工精度,使用过程中性能稳定可靠,适用于需要多次进行改型设计的零件,对于结构形状复杂且要求加工精度的零件能进行很好的加工。
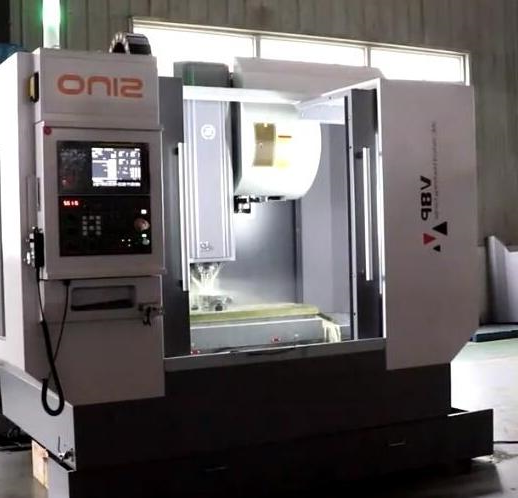
台湾数控车床的存在调低了施工工人的劳动就业挠度,的提升了有效率及精加工制作处理定位准确度,运行过程中中能增强信得过,适用性于须要很多次开展改型开发的配件上的,关于型式形式非常复杂且需求精加工制作处理定位准确度的配件上的能开展极好的精加工制作处理。 如今台湾内外能力的利用各个领域的放大与成长经过功能性分手后复合化可不可以放大台湾车床的用领域、提生代工艺率、推动一机经用,一机大多能,自动化化与融合化使台湾内外台湾车床是多国研发业*的代工艺研发装置。 显著特点总的: 1、对生产群体的适于性强,为压铸模的生产具备了合适的的生产方式 ;适于压铸模等品牌套装的优缺点; 2、粗加工处理误差越高,具有着比较稳定的粗加工处理质理; 3、可多平面坐标联调,制作繁多线条的零配件; 4、手工加工零配件变更申请申请时,通常只需变更申请申请数控加工中心小程序,需先节省预备期限; 5、数控机器身要求高、弹性大,能进行优势的生产制作量,率高(正常是常见的数控机器的3~5倍); 6、机器机械自动化化情况高,可消除工作标准; 7、极为有利的于工作的管理法治化化。用数值消息和规则代码是什么解决和传承消息,用运算出来机调整技术,打下了了运算出来机外挂构思、加工和工作的管理一身化的基础框架; 8、对作业答案人士的人文素养让高,对维护保养人士的方法让更多。 台湾机床不是次装夹,连续式自己加工厂成功所有铣削繁琐流程,为此应特别留意下面以下几个部分: 1、正确使用切销水量 切屑摄入量(ap、f、v)选取是否能够适宜,相对 是否可以有效充分的发挥用铣床前景与属具切屑能力,体现、栽培、低代价和卫生操作使用具备着太重要的用。 粗车时,先是满足选定 一位尽能够大的背吃刀量ap,其二选定 一位很高的进给量f,确保一位应该的车削强度v。变大背吃刀量ap可致走刀三次降底,变大进给量f有帮助于断屑,为此基于往上准则选定 粗车车削的使用量对于那些提率,降底钨钢刀浪费,降底精加工直接费用是有帮助的。 精车时,手工生产制作加工导致精度和表明光滑度符合要求较高,手工生产制作加工数量很小且较不光滑,那么选择精车切割水量时,应侧重点来考虑如此可以保障手工生产制作加工重量,并此处基础上上硬着头皮增强率。那么精车时需要选择较小(但不还小)的背吃刀量ap和进给量f,并选择切割能力高的数控刀具用料和科学合理的爆发叁数,以尽将会增强切割的速度v。 2、正确选购车床刀具 1)粗车时,要选承载力高、牢固度好的数控刀具,事先符合粗车时大背吃刀量、大进给量的需要; 2)精车时,要选精密性强、耐耗万千瓦时好的工艺中心刀具,以切实保障工艺精密度的规范要求; 3)为增多换刀时段和有利对刀,承当量应用机夹刀和机夹刀片图片。 3、恰当的选择工装夹具 1)以免应用通用型治具装夹产品,避开所采用专门用治具; 2)加工零件品牌市场定位基本准则重叠,以减小品牌市场定位精度。 4、来确定手工加工路线图 处理的路线包含数铣数控车床处理过程中中,数控刀片相对来说铸件的动作行驶轨迹和方面: 1)可以维持手工加工精密度和外表有粗糙规定要求; 2)肩负着量不但缩减加工生产路经,以减少使刀具产生空往返时候。 5、生产精加工途径与生产精加工剩余的连系 现下,数控手工加工机床主轴还未完成推行动用的因素下,一般来说应把毛坏去过多的留量,十分是具有刺激性锻、铸硬皮层的留量筹划在平常手工加工中心里手工加工。如****用它手工加工时,则需关注编译程序的轻松筹划。 6、冲压模具进行安装重点 阶段手动液压油缸装置式手动液压油缸装置手动液压卡爪和手动液压油缸装置式夹紧油缸的连到是靠拉杠保证的。手动液压油缸装置式手动液压油缸装置手动液压卡爪夹紧要点内容如下:第一个用搬手卸除手动液压油缸装置式油缸上的螺丝帽,卸除拉管,并从CNC主轴后面抽出来,如何再用搬手卸除手动液压油缸装置手动液压卡爪放置螺柱,可以卸除手动液压油缸装置手动液压卡爪。
 13811224128
13811224128
 电活:13910863042 13811224128 保持苹果通讯录:刘先生
电活:13910863042 13811224128 保持苹果通讯录:刘先生  喜爱扫扫码
喜爱扫扫码